 http://www.rlhonor.com/tp/image/20140826/20140826154261576157.png
http://www.rlhonor.com/tp/image/20140826/20140826154261576157.png
{kind=link}
這篇文章整理了塑膠射出成型(Injection Molding)在產品設計端與模具端最核心的知識點,適合產品設計師、機構工程師、模具工程師,以及想深入了解製造知識的人閱讀。
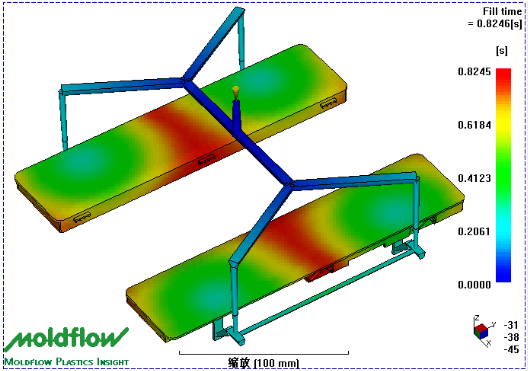
一、流長比(L/t Ratio):料流走得到嗎?
流長比(L/t,Flow Length to Thickness Ratio)是衡量熔融塑膠能否順利充填模穴的關鍵指標:
- L:熔膠從澆口(Gate)流到最遠端的距離
- t:該流道區域的肉厚(Wall Thickness)
每種材料都有其流長比上限,超過這個值,熔膠在到達末端前就已降溫固化,導致充填不足(Short Shot)。
最常見的解決方案是多點進澆 — — 在多個位置開設澆口,縮短每股料流行走的距離。但代價是:多股料流匯合必然產生結合線(Weld Line),工程師需要判斷結合線位置是否影響外觀或結構強度。
💡 設計原則:盡量讓結合線落在非外觀面、非受力區域。
 流長比 L/t 材料對照表
流長比 L/t 材料對照表
各材料 L/t 範圍差異顯著:PS、PA 流動性最佳(可達 300+),PC 與 PVC 流動性較差(僅 90–160),設計時需特別注意澆口布置。加玻纖後 L/t 上限約再打 7–8 折。
二、肉厚設計:均勻才是王道
肉厚設計是射出成型中最容易被忽略、卻影響最深遠的環節。肉厚急遽變化可能引發兩大問題:
遲滯現象(Hesitation Effect):料流從厚肉區進入薄肉區時,薄處流阻大,料流速度驟降甚至停滯,表面出現流痕或充填不均。
真空泡(Void)與縮痕(Sink Mark):厚肉區外皮先固化,內部塑膠持續收縮卻無法補料 — — 收縮在內部形成真空泡,在表面形成縮痕。
結構筋(Rib)的肉厚規則
結構筋壁厚 ≤ 主肉厚 × 50%
這個原則能有效避免結構筋根部產生縮痕或 Void。Boss(螺絲柱)底部常用「火山口(Moat Cut)」設計 — — 在根部環狀挖槽,進一步減少縮水。
三、材料選用:六大考量面向
選材不只是挑「強度夠」的料號,完整評估需涵蓋六個面向:

四、物性表怎麼看?兩個容易誤解的數據
熱變形溫度(HDT)≠ 長期使用溫度
物性表上的 HDT(Heat Deflection Temperature) 是在特定負載(1.82 MPa)下,樣品彎曲達 0.25mm 時的溫度 — — 是短時間量測值,不代表可以長期在該溫度使用。長期使用溫度(RTI)通常遠低於 HDT。
UL 746C → 耐候性評級
戶外或長期暴露於紫外線的產品,需查閱 UL 746C(抗 UV 紫外線、抗老化),直接影響材料長期外觀與機械性能穩定性。
 塑膠材料耐熱溫度(HDT)比較
塑膠材料耐熱溫度(HDT)比較
三個溫度等級清楚呈現:通用料(PP/PE/PS)HDT 75–100°C、工程料(ABS/PC/PA)100–220°C、特殊工程料(PEEK/PEI/LCP)超過 200°C — — 但成本也大幅躍升。
五、高分子聚合物分類
高分子聚合物
├── 橡膠(Rubber)
├── 矽膠(Silicone)
└── 塑膠(Plastic)
├── 熱固性(Thermoset) → 固化後不可再加工,如 Epoxy、Phenolic
└── 熱塑性(Thermoplastic)
├── 結晶性(Crystalline)
└── 非結晶性(Amorphous)
結晶性 vs 非結晶性

💡 選材口訣:要透明選非結晶、要耐化學選結晶、兩者都要考慮 PC。
六、材料價格 vs 耐熱溫度:選材全局觀
 材料價格 vs 耐熱溫度氣泡圖
材料價格 vs 耐熱溫度氣泡圖
這張圖呈現選材最核心的取捨 — — 耐溫越高、價格越貴:
- 左下(通用料):PP、PE、PS — 低價低耐溫,適合消費品大量生產
- 中區(工程料):ABS、PC、PA、POM — 性價比高,覆蓋大多數工業應用
- 右上(特殊工程料):PEEK($90/kg)、PEI($35/kg) — 航太、醫療等高規格場景
氣泡大小代表流動性(L/t 上限):PA 和 PS 氣泡最大,充填最容易;PC 和 PSU 氣泡小,需要更高射壓或更多澆口。
七、表面粗糙度規格對照
模具表面規格是設計端與模具廠溝通的共同語言,目前業界常用三套系統:
SPI(美國塑膠工業協會)

⚠️ 常見誤解:SPI 是美國塑膠工業協會制定,不是 DME 發明的。DME 只是製作實物樣品板販售。
VDI 3400(德國工程師協會)
由 Verein Deutscher Ingenieure 制定,專門針對放電加工(EDM)表面:

Charmilles 號數

33號 Ra = 4.50 μm,屬粗加工等級,不是外觀規格,肉眼可見明顯麻點。
八、對應模具廠:設計端需要懂的模具知識
模穴數 / 兩板模 vs 三板模

加熱澆道(Hot Runner):無料頭、縮短週期,適合高產量;但模具成本高、換色困難。

機台噸數
鎖模力(噸)= 投影面積(cm²)× 材料係數
PP ≈ 0.32 / ABS ≈ 0.40 / PC ≈ 0.55 ton/cm²
模具鋼材

冷卻水路 / 頂針 / 排氣
- 冷卻:佔週期 60–70%;進出水溫差控制在 3°C 以內;複雜件考慮隨形水路(Conformal Cooling)
 傳統水路 vs 隨形水路對比
傳統水路 vs 隨形水路對比
- 頂針:均勻分布避免頂白;外觀面改用頂塊或氣頂
- 排氣:排氣槽深 0.02–0.05mm,設於分模線與末端充填處;不足會導致燒焦或結合線加劇
總結:射出成型設計的核心思維
- 流長比 → 決定澆口數量 → 影響結合線位置
- 肉厚均勻 → 決定縮痕/Void 風險 → 影響外觀品質
- 材料特性 → 決定收縮率 → 影響尺寸精度與翹曲
- 表面規格 → 決定後加工需求 → 影響模具成本
- 模具設計 → 決定週期與品質 → 影響量產成本
掌握這些知識,設計師才能在產品開發初期做出對製造友善(DFM)的決策,避免開模後才修改的高昂代價。